






Pdc долото с усиленной наружной резьбой производитель
Когда слышишь про PDC долото с усиленной наружной резьбой производитель, многие сразу думают о простом увеличении толщины металла. Но на деле — это комплексная работа над геометрией, термообработкой и подбором сплава. В прошлом году мы столкнулись с партией, где резьба выдерживала нагрузки, но крошилась при вибрациях в известняковых пластах. Оказалось, проблема была не в стенках, а в переходе между витками — там создавалось напряжение, которое не учитывали в расчётах.
Технологические нюансы усиления резьбы
Стандартные долота часто выходят из строя именно по резьбе, особенно при бурении с отклонителями. Мы в ООО Нефтяное машиностроение 'Хэцзянь Саньлун' сначала пробовали увеличивать шаг резьбы, но это снижало точность посадки в переходниках. Потом перешли на комбинированный метод — оставили стандартный шаг, но добавили упрочняющую наплавку по корню витка. Не идеально, но для средних глубин до 2500 м работает.
Важно не переусердствовать с твёрдостью. Однажды заказчик требовал HRC 58 по всей длине резьбы — в итоге при затяжке на буровой появились микротрещины. Сейчас используем градиентную закалку: у основания HRC 54-56, к вершине витка — 50-52. Да, это дороже, но снижает риски при динамических нагрузках.
Материал тоже играет роль. После тестов с 4140 steel перешли на 4340 с добавкой ванадия — лучше переносит ударные нагрузки в солёных средах. Но и это не панацея: в прошлом месяце на Каспии столкнулись с коррозией в зоне сварного шва между телом долота и резьбой. Пришлось экстренно менять технологию полимеризации покрытия.
Полевые испытания и типичные ошибки
В Западной Сибири тестировали долото с усиленной резьбой от sanlongbits.ru на скважине с аномально высоким крутящим моментом. Резьба выдержала, но клиенты жаловались на сложность монтажа — пришлось дорабатывать фаску на первом витке. Мелочь, а влияет на скорость работы буровиков.
Частая ошибка — экономия на контроле резьбовых параметров. Как-то пропустили отклонение в 0.2 мм на длине 3 витка — долото заклинило в переводнике при пробном спуске. Теперь каждый экземпляр проверяем калибрами с трёх точек, особенно под заказные переходники.
Интересный случай был на Сахалине: долото с усиленной резьбой отработало 320 часов, но при подъёме сорвало два верхних витка. Разбор показал, что виноват был не производитель, а износ противоотводного устройства буровой установки. Вывод — даже самая прочная резьба не спасёт при нарушении технологии спуска.
Специфика производства на примере Саньлун
На заводе 'Хэцзянь Саньлун' для PDC долот с усиленной резьбой используют многостадийный контроль. После нарезки — обязательная ультразвуковая дефектоскопия, затем тест на кручение с имитацией нагрузки 120% от нормативной. Это дорого, но после инцидента в 2022 году с браком в партии для Арктики решили не экономить.
Особенность их технологии — профиль резьбы с переменным углом наклона. В зонах максимальных напряжений угол 45°, в остальных — стандартные 60°. Решение спорное, но по данным их лаборатории, это увеличивает ресурс на 15-18% в сложных геологических условиях.
Недавно они внедрили индукционную закалку с ЧПУ — теперь можно точно задавать зоны упрочнения даже для нестандартных долот. Мы пробовали их образцы в Татарстане на скважинах с частыми спусками-подъёмами — резьба выдерживает до 40 циклов без заметного износа.
Экономика против надёжности
Некоторые буровики до сих пор считают усиленную резьбу избыточной — мол, стандартная выдерживает 95% случаев. Но когда считаешь потери от простоя из-за сорванной резьбы на глубине 3000 м, разница в цене окупается за один инцидент. Особенно с учётом стоимости МГРП.
В Уренгое был показательный случай: на соседних кустах работали два подрядчика. Один использовал долота с усиленной резьбой от ООО Нефтяное машиностроение 'Хэцзянь Саньлун', второй — стандартные китайские аналог. За месяц у второй бригады было три случая с заменой долота из-за проблем с резьбой, общие потери — около 400 тыс. рублей.
Сейчас многие пытаются экономить, заказывая только тело долота с стандартной резьбой, а потом самостоятельно усиливая наплавкой. Результаты обычно плачевные — нарушается балансировка, появляются биения. Лучше сразу брать заводское решение, пусть и на 20-30% дороже.
Перспективы развития технологии
Сейчас экспериментируем с резьбой по американскому стандарту API 7-2, но с увеличенным радиусом впадины. Предварительные тесты показывают прирост усталостной прочности на 25%, но есть сложности с совместимостью с советским парком буровых установок.
Интересное направление — композитные вставки в зоне резьбы. В теории это должно снизить вес и улучшить вибростойкость. Но пока практические испытания на полигоне Саньлун показали нестабильные результаты — при низких температурах композит отслаивается от металла.
Следующий шаг — интеллектуальные долота с датчиками в районе резьбы. Это позволит отслеживать нагрузки в реальном времени и прогнозировать износ. Но пока это дорого и сложно в реализации — датчики не выдерживают вибраций и температур свыше 150°C.
Соответствующая продукция
Соответствующая продукция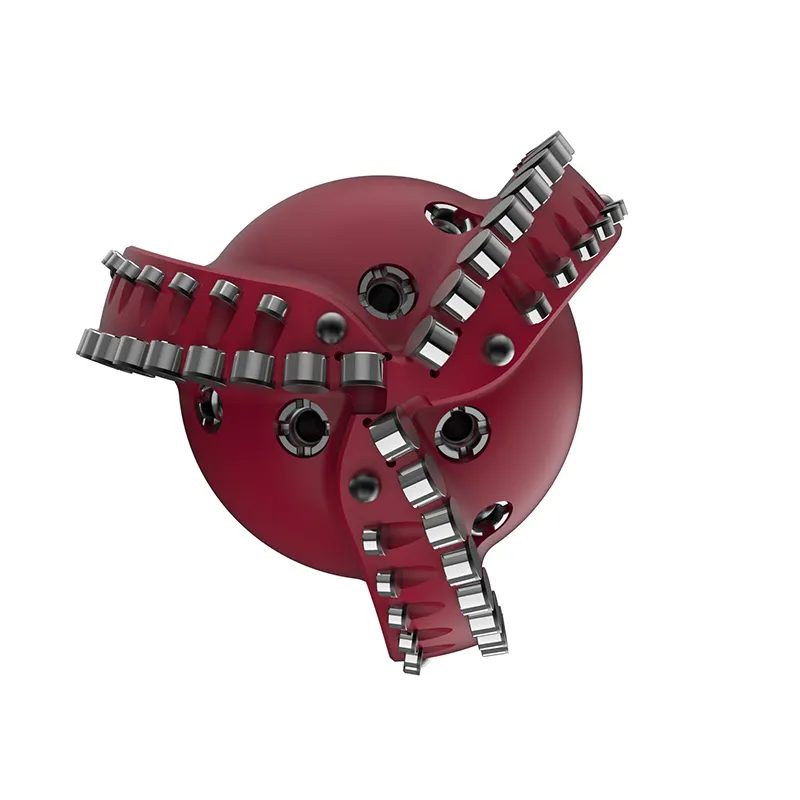




Самые продаваемые продукты
Самые продаваемые продукты-
 Корпус PDC 215-222mm Три Крыла
Корпус PDC 215-222mm Три Крыла -
 140-170 мм PDC долото
140-170 мм PDC долото -
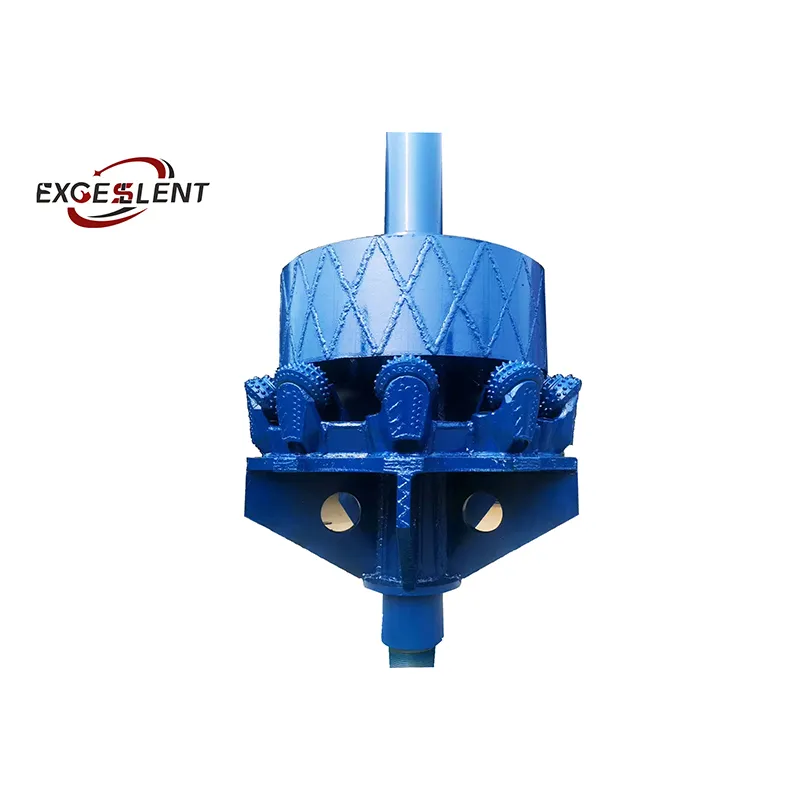 Трехшарошечный открыватель отверстий
Трехшарошечный открыватель отверстий -
 13,6 дюйма пять лопастей двойной ряд промежуточный PDC долото
13,6 дюйма пять лопастей двойной ряд промежуточный PDC долото -
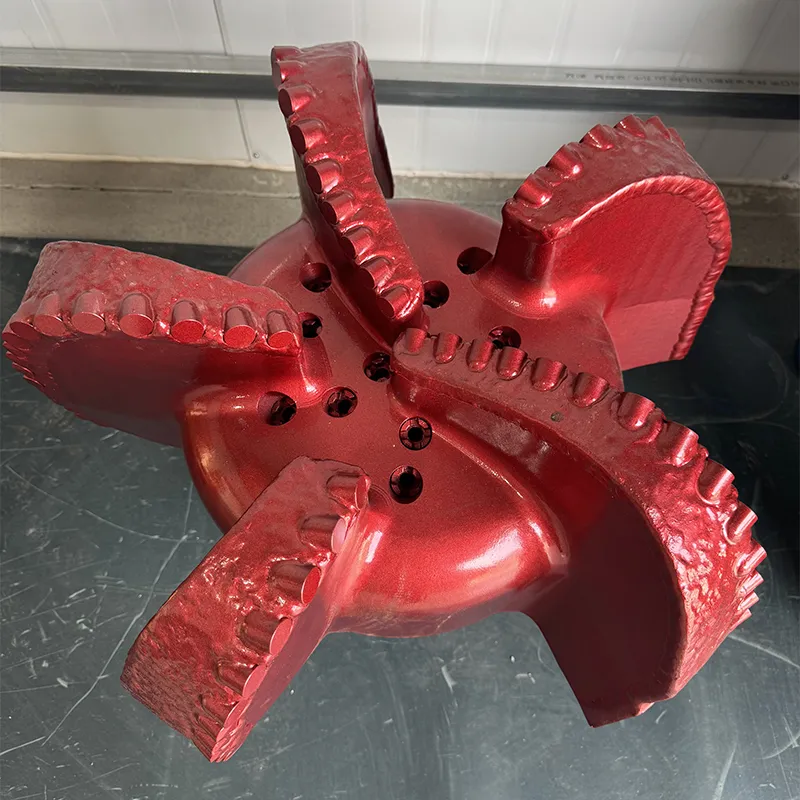
 10,6 дюйма 269,9 мм четыре лопасти двойной ряд крупный PDC долото
10,6 дюйма 269,9 мм четыре лопасти двойной ряд крупный PDC долото -
 8,5 дюйма 215,9 мм три лопасти 24 зуба PDC долото – четыре задних зуба
8,5 дюйма 215,9 мм три лопасти 24 зуба PDC долото – четыре задних зуба -
 8,5 дюйма 215,9 мм четыре лопасти один ряд крупный керновое долото
8,5 дюйма 215,9 мм четыре лопасти один ряд крупный керновое долото -
 8,5 дюйма пять лопастей PDC долото
8,5 дюйма пять лопастей PDC долото -
 Контроль сырья
Контроль сырья -
 7.5-дюймовое долото PDC
7.5-дюймовое долото PDC -
 Насадка гидромониторная
Насадка гидромониторная -
 Долото Матрица PDC
Долото Матрица PDC
Связанный поиск
Связанный поиск- Pdc долото для мягких пород производитель
- Сменная роликовая лапа/лапа для трехконусного долота поставщики
- Pdc-долото для газовых скважин основный покупатель
- Трехконусное долото для средних пород поставщики
- Лапа долота из легированной стали производители
- Горнопроходческое долото поставщик
- Нефтепромысловое долото поставщики
- Pdc долото с режущими элементами производитель
- Энергосберегающее буровое долото основный покупатель
- Тяжелое трехконусное долото поставщик