






Pdc буровые долота с поддержкой customization производители
Когда слышишь про ?кастомизацию PDC долот?, многие сразу представляют просто смену количества и угла установки резцов. На деле же это комплексная работа с геометрией корпуса, профилем лап, гидравлической системой — и всё это должно учитывать конкретные пластовые условия. Порой даже опытные буровики недооценивают, как изменение формы промывочных каналов может повлиять на стойкость долота в глинистых отложениях.
Технологические аспекты адаптации долот
Вот на что стоит обращать внимание при заказе кастомизированных долот. Во-первых, не бывает универсальных решений — то, что отлично работает в Баженовской свите, может полностью провалиться в доманиковых отложениях. Помню, в 2019 году пытались применить долото с увеличенным вылетом резцов на месторождении в ХМАО — результат был плачевным, резцы просто выкрашивались при встрече с прослоями кремнистых пород.
Особенно критичен правильный подбор композитных материалов. Например, у ООО Нефтяное машиностроение 'Хэцзянь Саньлун' в модельном ряду SL-G456T используется карбид вольфрама особой грануляции — это не просто маркетинг, а реальное технологическое преимущество. При кастомизации они предлагают тестовые образцы резцов под конкретные условия, что значительно снижает риски.
Гидравлика — отдельная история. Стандартные 7-8 нагнетателей часто не обеспечивают нужной очистки забоя в сложных геологических условиях. При кастомизации важно не просто добавить количество каналов, а рассчитать их расположение относительно зон наибольшего износа. На сайте https://www.sanlongbits.ru есть хорошие примеры того, как меняется конфигурация промывочных систем под разные типы пород.
Практические кейсы и ошибки
В Западной Сибири столкнулись с интересным случаем: стандартные PDC долота давали проходку 250-300 метров до полного износа. После кастомизации — увеличение до 450 метров. Секрет оказался в комбинированной схеме расположения резцов: основные резаки были смещены относительно центра, что снизило вибрацию и перегрев.
Частая ошибка — попытка сэкономить на кастомизации опор. Казалось бы, мелочь — но именно нестандартные подшипниковые узлы позволяют увеличить нагрузку на долото без риска заклинивания. У китайских производителей, включая ООО Нефтяное машиностроение 'Хэцзянь Саньлун', этот момент часто упускают из виду, хотя в последних модификациях SL-M891 уже видны улучшения.
Ещё один нюанс — балансировка. При кастомизации под конкретный тип породы часто забывают провести динамические испытания. Результат — биение, которое сводит на нет все преимущества специальной геометрии резцов. Приходится учиться на своих ошибках: сейчас всегда требуем тестовые протоколы вибродиагностики.
Перспективы развития кастомизации
Сейчас наблюдается интересный тренд — переход от простой адаптации к предиктивному моделированию. Вместо того чтобы ждать пробных бурений, производители начинают использовать цифровые двойники. У того же ООО Нефтяное машиностроение 'Хэцзянь Саньлун' в последних каталогах появились рекомендации по выбору конфигурации на основе ML-алгоритмов.
Особенно перспективным выглядит направление гибридных долот — когда PDC резцы комбинируются с алмазными элементами. Это требует совершенно другого подхода к кастомизации, включая пересмотр всей системы крепления. На https://www.sanlongbits.ru уже можно найти прототипы таких решений.
Что действительно мешает развитию — это консерватизм некоторых производителей. До сих пор встречаются компании, которые предлагают ?кастомизацию? как простую смену маркировки на стандартной продукции. Нужно чётко различать реальную адаптацию под условия бурения и маркетинговые уловки.
Критерии выбора производителя
При выборе поставщика кастомизированных долот всегда смотрю на три ключевых момента: наличие собственной лаборатории для испытаний материалов, гибкость производственной линии и готовность предоставить инжиниринговую поддержку. ООО Нефтяное машиностроение 'Хэцзянь Саньлун' здесь демонстрирует хорошие показатели — у них есть стенды для тестирования долот в имитации реальных условий.
Важный момент — сроки. Качественная кастомизация не может быть выполнена за 2-3 дня. Оптимальный цикл — 3-4 недели на разработку и изготовление тестового образца. Если производитель обещает быстрее — стоит насторожиться.
Не стоит забывать и о послепродажном сопровождении. Хороший производитель всегда анализирует результаты применения кастомизированных долот и вносит коррективы в конструкцию. В этом плане китайские компании стали значительно прогрессировать в последние годы.
Экономическая составляющая
Многие ошибочно считают, что кастомизация всегда дороже. На практике — увеличение стоимости на 15-20% обычно окупается за счёт увеличения проходки на 30-50%. Особенно это заметно на сложных участках, где стандартные долота требуют частой замены.
Интересный экономический эффект даёт кастомизация под конкретный тип бурового раствора. Правильно подобранные материалы и конструкция позволяют снизить абразивный износ, что напрямую влияет на стоимость метра проходки.
Стоит учитывать и косвенные выгоды — снижение времени на замену инструмента, уменьшение рисков аварийных ситуаций. В конечном счёте, грамотно выполненная кастомизация PDC долот — это не дополнительная статья расходов, а инвестиция в эффективность бурения.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 24-26 дюймов PDC долото
24-26 дюймов PDC долото -
 11.5 дюйма Открывалка для отверстий HDD
11.5 дюйма Открывалка для отверстий HDD -
 Изображение процесса установки композитных вставок
Изображение процесса установки композитных вставок -
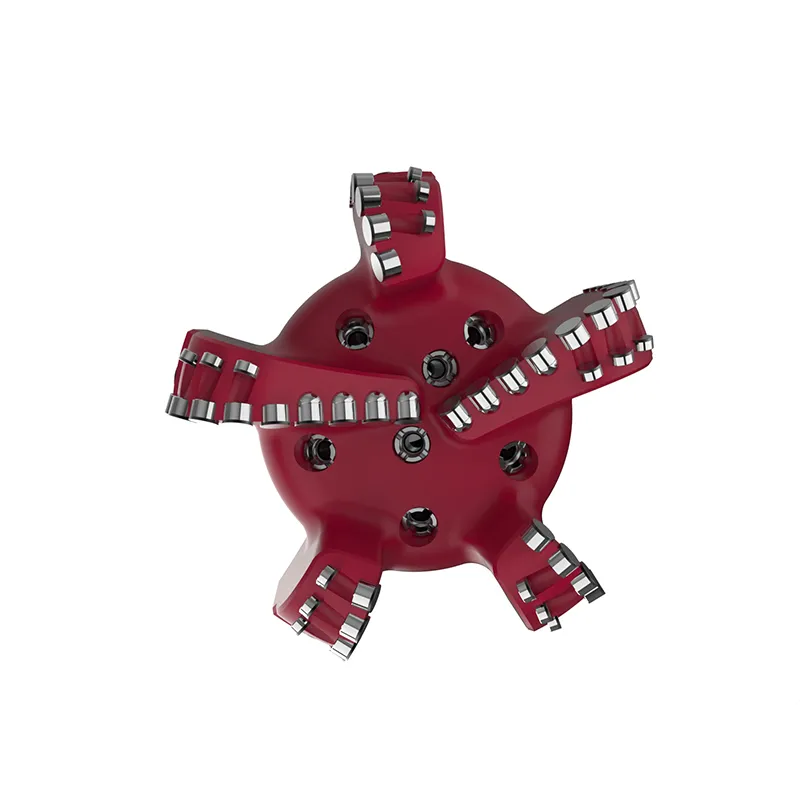
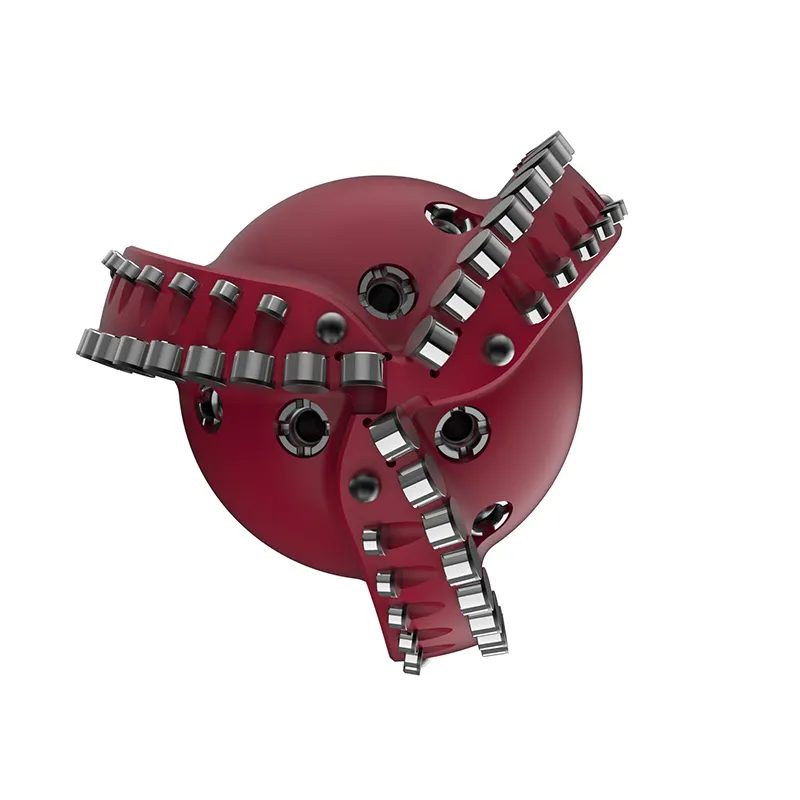
 8,7 дюйма три лопасти
8,7 дюйма три лопасти -
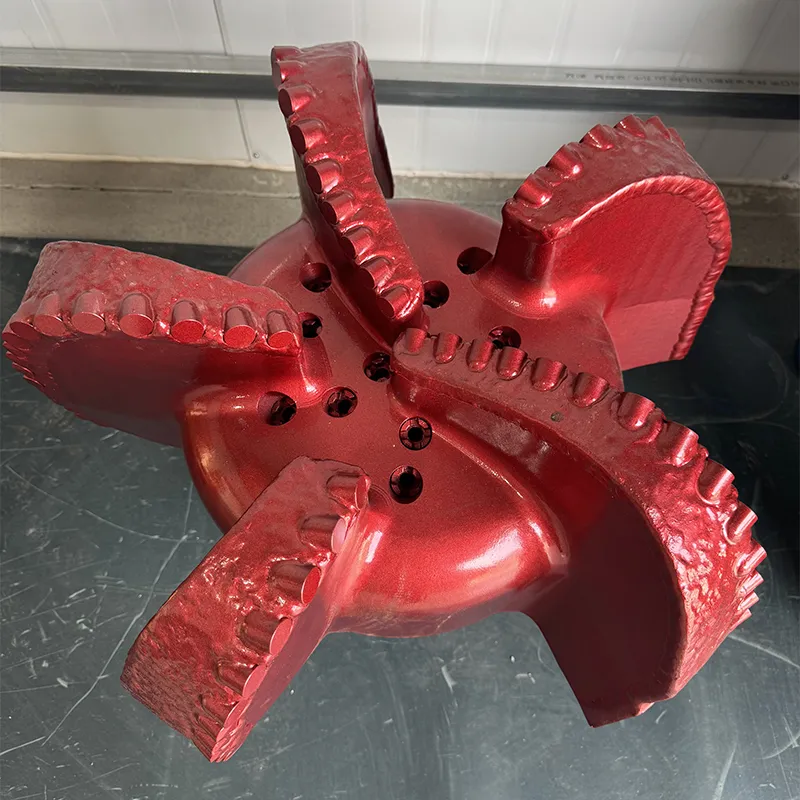
 13,6 дюйма пять лопастей двойной ряд крупный PDC долото
13,6 дюйма пять лопастей двойной ряд крупный PDC долото -
 Контроль сырья
Контроль сырья -
 8 дюймов 203,2 мм PDC долото
8 дюймов 203,2 мм PDC долото -
 7.9дюйма200мм PDC 5 лопастей два ряда средние пластины Тип 3
7.9дюйма200мм PDC 5 лопастей два ряда средние пластины Тип 3 -
 8,5 дюйма 215,9 мм три лопасти 24 зуба PDC долото – четыре задних зуба
8,5 дюйма 215,9 мм три лопасти 24 зуба PDC долото – четыре задних зуба -
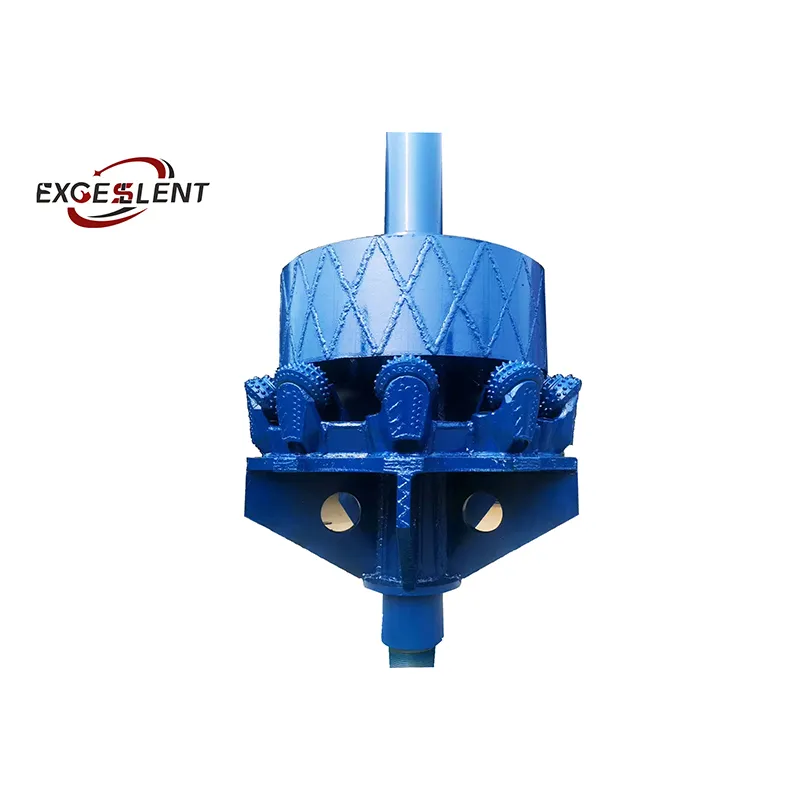 Трехшарошечный открыватель отверстий
Трехшарошечный открыватель отверстий -
 12,25 дюйма 311,1 мм три лопасти двойной ряд крупный PDC долото
12,25 дюйма 311,1 мм три лопасти двойной ряд крупный PDC долото -
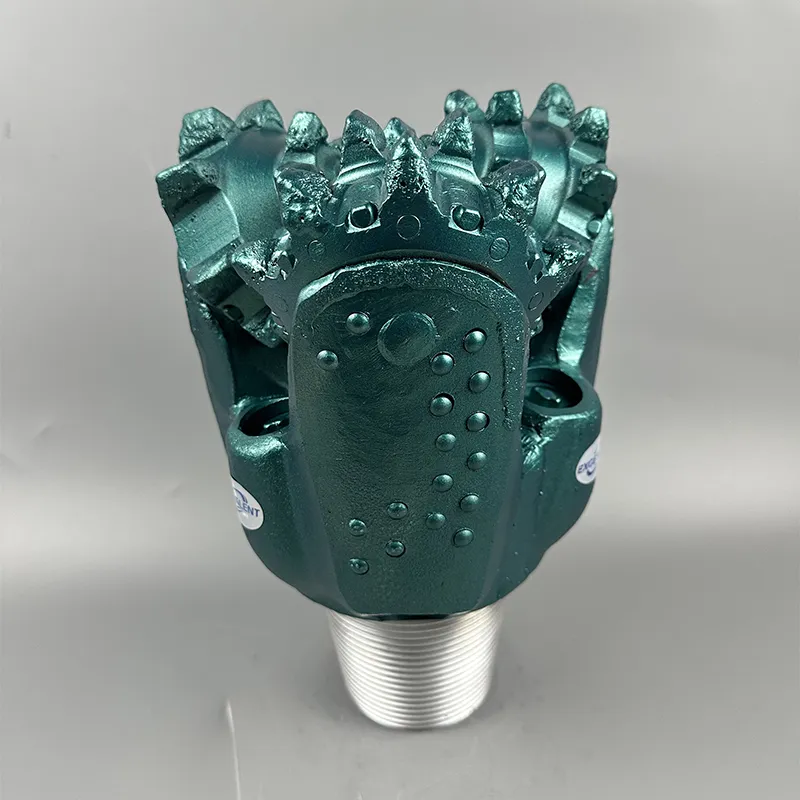 8,5 дюйма стальные зубья
8,5 дюйма стальные зубья
Связанный поиск
Связанный поиск- Алмазное колонковое долото производитель
- Лапа долота из легированной стали основный покупатель
- Стальное долото для газовых скважин производители
- Стальное долото для газовых скважин поставщик
- Трехконусное долото для геотехнического бурения основный покупатель
- Нефтяное pdc долото поставщик
- 6-лопастное pdc-долото основный покупатель
- Износостойкое pdc буровое долото производитель
- Трехконусное долото с герметизированным подшипником производитель
- Трехконусное долото для газового бурения производители