






Роликовая лапа долота с фрезерованными зубьями поставщики
Когда слышишь про роликовые лапы долота с фрезерованными зубьями, сразу вспоминаешь, как многие путают их с литыми аналогами. А ведь разница в ресурсе порой достигает 30%, особенно на абразивных породах. Мы в своё время тоже наступили на эти грабли – закупили партию у непроверенного поставщика, потом пол-сезона мучались с преждевременным износом опорных узлов.
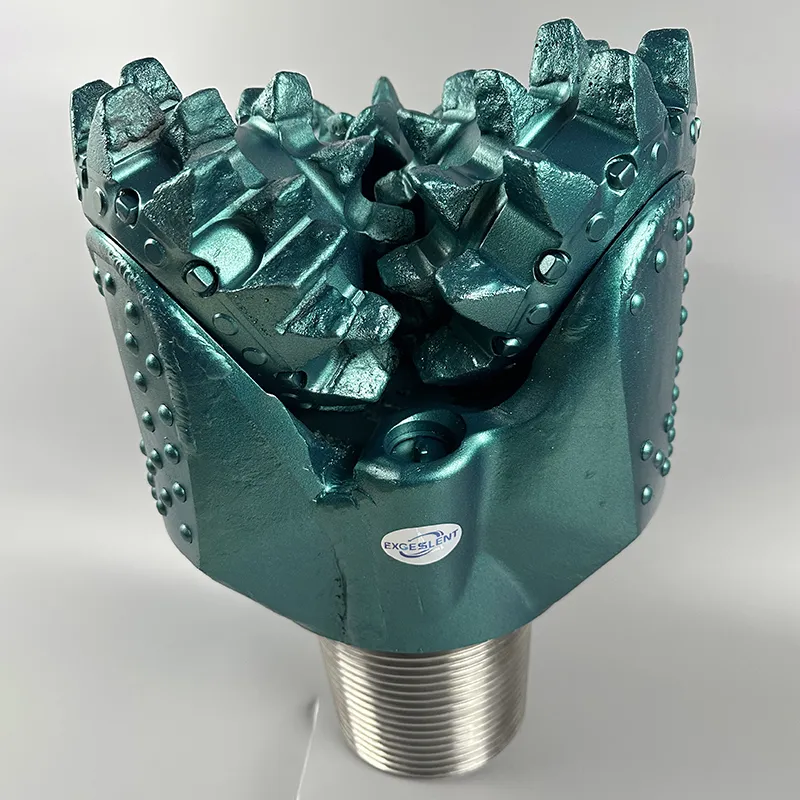
Что вообще представляет собой эта деталь
Если брать чисто конструктивно – это не просто стальной цилиндр с зубьями. Речь о сборном узле, где каждый ролик работает в связке с подшипниковым блоком. Фрезерованные зубья здесь не случайны: их геометрия рассчитывается под конкретный тип породы. Помню, на месторождении в Западной Сибири пришлось переделывать угол заточки после двух аварийных остановок – стандартный вариант 'съедался' за 50 часов вместо заявленных 80.
Кстати, о температурных режимах. Мало кто учитывает, что при фрезеровке остаточные напряжения в металле распределяются иначе, чем при литье. Как-то раз наблюдал трещины в основании зубьев именно из-за перепадов температур – поставщик сэкономил на термообработке. Пришлось самим разрабатывать протоколы приемки с ультразвуковым контролем.
Сейчас уже проще: нормальные производители типа ООО Нефтяное машиностроение 'Хэцзянь Саньлун' сразу предоставляют результаты испытаний на многоцикловую усталость. Но лет десять назад приходилось верить на слово, отсюда и половина проблем с внезапным разрушением опор.
Критерии выбора поставщиков
Здесь главное – не поддаваться на красивые цифры в каталогах. Мы как-то взяли партию у 'раскрученного' европейского бренда, а оказалось, что они банально меняют марку стали без уведомления клиентов. В итоге на глубине 1500 метров лапы повело – хорошо, обошлось без аварии.
Сейчас работаем с sanlongbits.ru – у них хоть и китайские корни, но технологию отработали до мелочей. Например, используют легированную сталь 38ХН3МФА, плюс вакуумную закалку. Это видно по микроструктуре металла – никаких пережженных зон у режущих кромок.
Важный момент: хороший поставщик всегда предоставляет техспецификации с допусками. У Саньлун, к примеру, биение роликов не превышает 0.02 мм, а это критично для равномерного износа зубьев. Хотя в прошлом году пришлось им 'напомнить' про необходимость антикоррозионной упаковки – привезли партию со следами конденсата.
Особенности монтажа и эксплуатации
Многие бригады до сих пор забивают лапы кувалдами – мол, и так держится. Но при таком подходе деформируется посадочное место, потом ролик клинит при первых же оборотах. Мы сейчас строго по техрегламенту: нагрев до 80 градусов индукционным методом, запрессовка с контролем усилия.
Интересный случай был на Каспии: там из-за высокой влажности резьбовые соединения окислялись буквально за неделю. Пришлось вместе с инженерами ООО Нефтяное машиностроение 'Хэцзянь Саньлун' разрабатывать специальную смазку на основе дисульфида молибдена – проблема ушла.
Ещё нюанс – балансировка. Если её не проверить перед установкой, вибрация выведет из строя подшипниковый узел за 20-30 часов. Мы для контроля используем портативные анализаторы вибрации, хотя многие до сих пор работают 'на слух'.
Типичные ошибки при замене
Самое опасное – смешивание компонентов от разных производителей. Как-то пришлось ремонтировать долото, где были установлены ролики от трех поставщиков. Результат предсказуем: разная твердость поверхностей привела к разноуровневому износу, ось разрушилась от знакопеременных нагрузок.
Не менее критична экономия на монтажном инструменте. Видел, как на одном из месторождений пытались снять старые лапы газовым резаком – потом пришлось выкидывать весь корпус долота из-за отпущенных мест посадки.
Сейчас всегда требуем от поставщиков полные комплекты сборочной оснастки. У того же Саньлун в комплекте идут специальные оправки для запрессовки – мелочь, но экономит часов пять рабочего времени на каждую сборку.
Перспективы развития технологии
Судя по последним тенденциям, будущее за комбинированными конструкциями. Уже тестируем образцы с наплавленными карбидными пластинами на фрезерованных зубьях – пока сыровато, но прирост стойкости есть.
Интересно, что ООО Нефтяное машиностроение 'Хэцзянь Саньлун' экспериментирует с лазерной закалкой рабочих кромок. По их данным, это дает прирост на 15-18% по сравнению с объемной закалкой. Проверим в следующем полевом сезоне.
Лично я считаю, что следующий прорыв будет связан с адаптацией геометрии зубьев под конкретные пласты. Уже сейчас есть системы 3D-моделирования, позволяющие просчитать конфигурацию режущей кромки для солей Астраханского месторождения или твердых песчаников Приобья.
Экономические аспекты
Когда считаешь стоимость владения, дешевые аналоги всегда проигрывают. Возьмем ту же историю с европейским поставщиком: экономия 200$ на комплекте обернулась простоем буровой на трое суток – убыток в разы больше.
Сейчас при выборе поставщиков роликовых лап всегда запрашиваем данные по наработке на отказ. У Саньлун, к примеру, есть статистика по 120 скважинам – средний ресурс 350 моточасов при работе в глинистых породах. Это объективный показатель.
Кстати, они же первыми ввели систему лизинга оснастки – для небольших буровых компаний это реальный выход. Не нужно замораживать средства в дорогостоящем инструменте, платишь только за фактически отработанные метры.
Заключительные заметки
Если подводить итоги – главное не гнаться за низкой ценой. Лучше взять дороже, но с полным пакетом документации и гарантийными обязательствами. Как показывает практика, солидные производители вроде sanlongbits.ru никогда не отказываются от технической поддержки.
Сейчас вот думаю над внедрением системы RFID-меток на каждый узел – чтобы отслеживать реальный ресурс деталей. Кажется, у китайских коллег уже есть подобные наработки. Надо будет уточнить у их технологов в следующий визит на производство.
В общем, тема роликовых лап долота с фрезерованными зубьями еще долго будет актуальной. Особенно с учетом перехода на сложноструктурные месторождения, где требования к надежности узлов возрастают в разы.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 8,7 дюйма шесть лопастей
8,7 дюйма шесть лопастей -
 6.7-дюймовое долото PDC
6.7-дюймовое долото PDC -
 Керновое долото 2
Керновое долото 2 -
 13,6 дюйма пять лопастей двойной ряд промежуточный PDC долото
13,6 дюйма пять лопастей двойной ряд промежуточный PDC долото -
 8,7 дюйма три лопасти
8,7 дюйма три лопасти -
 152 мм обратная циркуляция PDC долото
152 мм обратная циркуляция PDC долото -
 12,25 дюйма 311,1 мм пять лопастей двойной ряд промежуточный PDC долото
12,25 дюйма 311,1 мм пять лопастей двойной ряд промежуточный PDC долото -
 13,6 дюйма шесть лопастей двойной ряд промежуточный PDC долото
13,6 дюйма шесть лопастей двойной ряд промежуточный PDC долото -
 Контроль сырья
Контроль сырья -
 10,6 дюйма 269,9 мм пять лопастей двойной ряд промежуточный PDC долото
10,6 дюйма 269,9 мм пять лопастей двойной ряд промежуточный PDC долото -
 24-26 дюймов PDC долото
24-26 дюймов PDC долото -
 13 дюймов стальные зубья
13 дюймов стальные зубья
Связанный поиск
Связанный поиск- Pdc долото на продажу поставщики
- Трехконусное долото для вертикального бурения поставщики
- Роликовые конусные буровые долота стандарта api производители
- Pdc долото для твердых пород поставщик
- Горнопроходческое долото поставщики
- Pdc долото с усиленной наружной резьбой поставщики
- Бывшее в употреблении матричное долото производители
- Горячие продажи pdc буровых долот поставщики
- 7-лопастное pdc-долото производитель
- Hdd буровое долото основный покупатель